

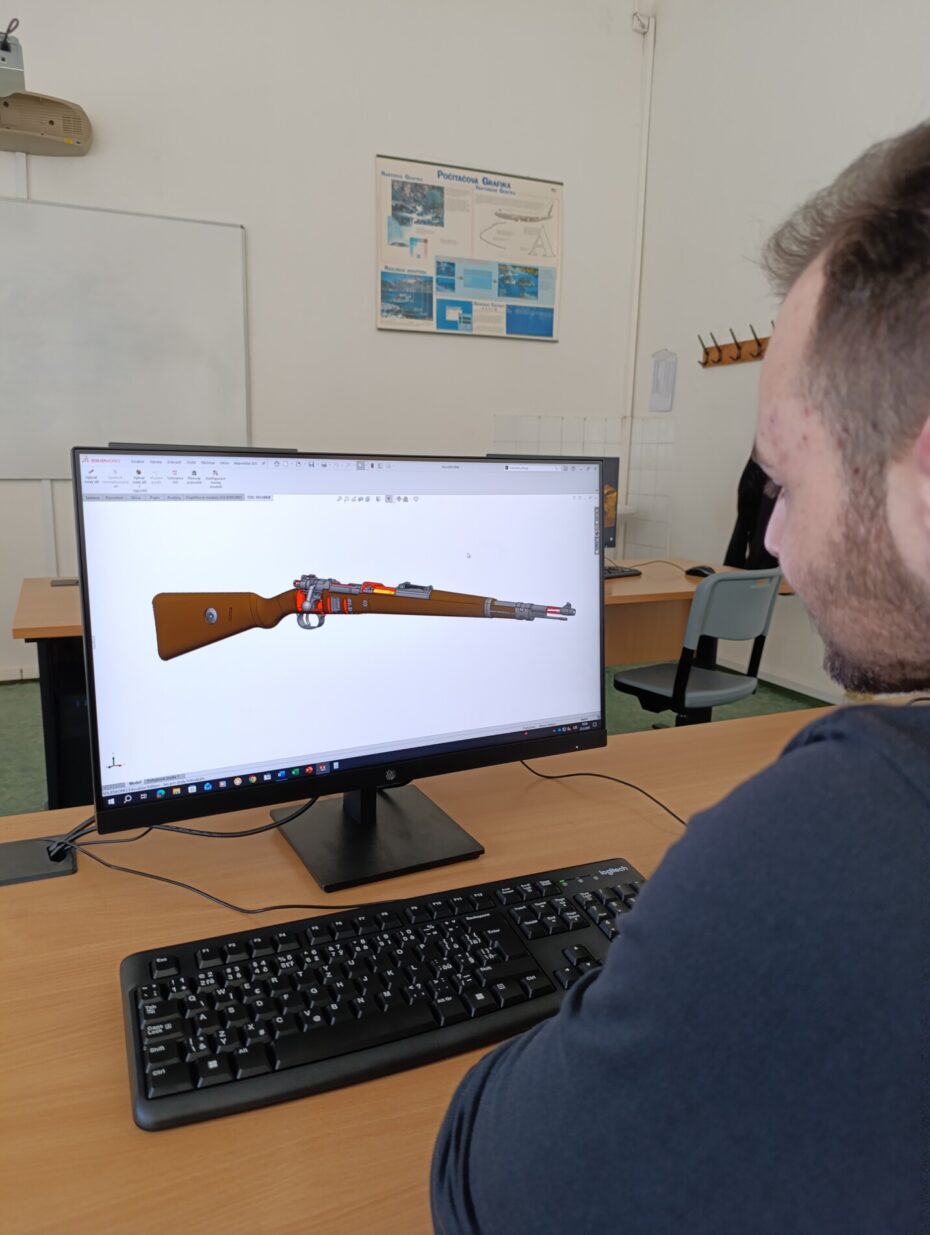
Tadeáš Major vybrán do CzechSkills 2026
Náš žák Tadeáš Major ze třídy S4B byl se svou maturitní prací vybrán mezi 6 nejlepších účastníků kvalifikačního kola do prestižní soutěže CzechSkills 2026! Vymodeloval 3D model pušky Karabiner 98k a vytvořil animace složení. Jedná se o …
Zavedení a využití spektrometrů na SPŠ Sokolská Brno
Díky podpoře z programu EDUgrant získala Střední průmyslová škola a Vyšší odborná škola Brno, Sokolská, pět moderních spektrometrů Gossen Mavospec Lite. Tato zařízení umožnila studentům technického lycea a strojírenství, zaměření mechatronika, realizovat laboratorní práce zaměřené na měření …
„Implementace DZ JMK“ v rámci Operačního programu Jan Amos Komenský
Období realizace: 01.09.2023–31.08.2028 Maximální dostupná alokace pro JMK: 246 378 975 Kč Předpokládaná délka trvání: 60 měsíců Číslo projektu: CZ.02.02.XX/00/23_018/0009176 Cíl projektu: podpora implementace aktivit a opatření naplánovaných v Dlouhodobém záměru vzdělávání a rozvoji vzdělávací soustavy v JMK na roky 2024–2028 …
Program EDUgrant
Naše škola se v prosinci 2023 zapojila do programu EDUgrant. Od společnosti Eduteam – centrum celoživotního vzdělávání z.s. jsme získali na výpůjčku 5ks spektrometrů Mavospec v ceně cca 250 tis. Kč pro výuku laboratorních prací ve …
Realizace Národního plánu obnovy – publicita
realizace_narodniho_planu_obnovy_042024